 当前位置:
当前位置:
当前位置:
当前位置:
上传日期:2023-04-21 浏览次数:次
 摘要
摘要
介绍砖坯水分存在形式和干燥原理,总结生产实践中干燥工艺特点,给出了新建中大断面隧道窑 应在干燥工艺设计方面应注意的要点。
关键词:
排潮;干燥;隧道窑;干燥敏感性;送热
近年来,围绕隧道窑生产线的性价比,或者说到底 应该建设哪种窑型,行业内产生了很大的争论,市场上基本也是百家争鸣、百花齐放。通过对多种原料、多种 窑型多年跟踪研究,我们发现:影响隧道窑产量的主要 因素可以归结为三点:原料特性、干燥工艺、焙烧控制。
原料的物理化学特性是内在的、固有的特性,生产 线上的一切工艺流程都要围绕原料特点进行设计。干燥和焙烧工艺是体现生产线先进性的核心工艺,干燥 又是决定能耗和产量的关键环节,本文重点分析干燥工艺的原理和设计要点。
1 砖坯中水分来源及存在
砖坯中的水分来自于成型过程,不同成型工艺生 产的砖坯含水率差别较大。实践中人们往往过分追求 产量,降低了砖坯挤出压力,导致强度下降,砖坯含水 率提高,还有的盲目码高,严重超出底层砖坯的承受能力,烧出的产品成品率很低。
根据实践经验,给出几类原料的成型含水率,供大 家参考。其他类似的原料可以参考此数据。
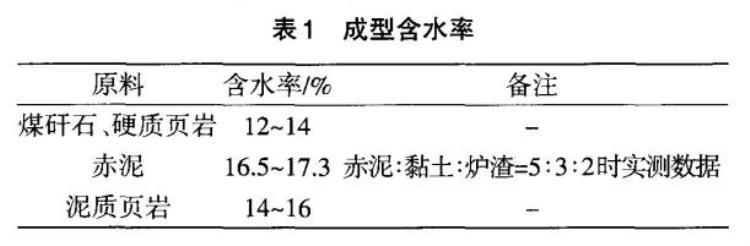 在允许的前提下应该寻求低含水率的成型工艺,能够保证砖坯码上窑车后不变形不开裂,底层砖坯能够承受住上层坯体的压力可视为合格。含水率越高往 往干燥敏感性也会提高,干燥敏感性可以用公式表现 如下:
在允许的前提下应该寻求低含水率的成型工艺,能够保证砖坯码上窑车后不变形不开裂,底层砖坯能够承受住上层坯体的压力可视为合格。含水率越高往 往干燥敏感性也会提高,干燥敏感性可以用公式表现 如下:
K=(W1-W2)/W2
式中W1一成型时的绝对水分(干基),%;
W2—干燥收缩停止时的绝对水分,%;
K一干燥敏感性指数。
K大时,干燥过程易出现开裂。显然,成型时的水 分含量高,收缩停止时水分含量低的黏土对干燥敏感, 配料时应增加塑性低的煤矸石、煤灰、炉渣等原料使混 合料熟化。成型含水率也不是越低越好,过分追求低 含水率会增加挤出难度,增加电耗,加快设备磨损。
坯体中的水主要由三部分组成,自由水、吸附水和 化学结合水。
自由水也叫机械水或游离水:分布在颗粒之间和毛细管中,结合松驰,较易排除。自由水在干燥阶段排出。
吸附水:附着于颗粒表面,其数量与环境温度和湿 度相关,并有一定的平衡关系,即随周围介质条件可逆 性地变化。
化学结合水:包含在矿物的分子结构中,结合牢固,排除时需要较大能量。化学结合水含量较少,一般 需要在焙烧窑的预热段排出。
在干燥条件固定的前提下,可以把坯体中的水分 分为自由水分和平衡水分,在干燥阶段就要最大限度 除去自由水分。
2 坯体干燥机理
在干燥室内,干燥介质(余热和热烟气)通过热交 换将热量传给坯体表面,坯体表面受热后,又以传导的 方式将热传递给坯体内部,这是传热过程。坯体表面 受热后,表面水分汽化蒸发,而坯体内部水分则因物料 水分差而移向表面,再由表面蒸发,直到坯体得以干 燥,这是传质过程。
由此可见,整个干燥过程既是传热 过程,又是传质过程。传质过程又可分为两个过程,表 面水分汽化蒸发到空气的过程称之为外扩散,内部水 分移向表面的过程称之为内扩散。在整个干燥过程 中,传热过程、外扩散过程和内扩散过程是相互联系并 同时进行的。
在干燥介质的温度、湿度及流速不变的 情况下,物料的温度、水分、干燥速度与时间的关系,如 图1所示:
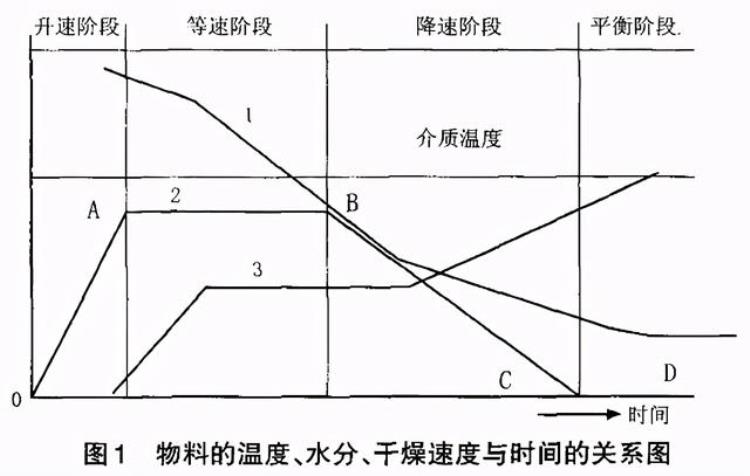 在干燥介质稳定.坯体不发生化学变化的情况下, 坯体干燥可分为四个阶段:
在干燥介质稳定.坯体不发生化学变化的情况下, 坯体干燥可分为四个阶段:
2.1
升速阶段
干燥室内不停地有新车进入,在这个阶段,坯体表 面被加热到等于干燥介质湿球温度的温度,水分蒸发 速度很快增大,到A点后,坯体吸收的热量和蒸发水分 耗去的热量相等。这一阶段时间短,排除水量不大。干燥介质温度最低、湿度最大。
2.2
等速干燥阶段
坯体表面蒸发的水分由内部向坯体表面源源不断 补充,坯体表面总是保持湿润。这一阶段干燥速度不变,坯体表面温度保持不变,水分自由蒸发。干燥介质 湿度逐渐增大。到B点(临界水分点)后,坯体内部水分扩散速度开始小于表面蒸发速度,坯体水分不能全 部润湿表面,开始降速阶段,体积收缩不大。
2.3
降速干燥阶段
表面停止收缩,继续干燥仅增加坯体内部孔隙;
干燥速度下降,热能消耗下降,坯体表面温度提高。
2.4
平衡阶段
坯体表面水分达到平衡水分时,干燥速度为0。
干燥最终水分取决于干燥介质的温度和湿度。干燥各阶段并不是固定不变的,随着干燥介质温度、湿度 的变化也会有所调整,实践中要根据具体情况摸索岀适合原料特点的干燥曲线。
通过研究干燥机理及干燥速率可知,影响干燥速率的因素实质上就是影响传热速率和扩散速率的因素,其中,影响传热速率的因素为干燥介质的温度、湿度和流速,总体而言是送入干燥室内多少热量。热量 可以用公式简单表达:
Q=TxCxV 式中Q—热量,kJ;
T—介质温度,℃;
C一比热,kJ/kg?℃;
V一风量,m3/h。
在实践中经常出现这样的现象,有的生产线送进干燥室的热风温度较高,但是干燥速度就是很慢,干燥 效果很差,这是因为风机抽取的风量偏少了,干燥室里并没有获得足够的热量。有的生产线送风温度较低,但干燥效果却很好,这是因为风量较大,干燥室已获得 足够的热量。
一般情况下干燥室送热口温度在140℃ -160℃比较合适,过高了会影响焙烧窑正常工作,也会使风机工作环境恶化,送风量应根据干燥室内需热量多少计算。
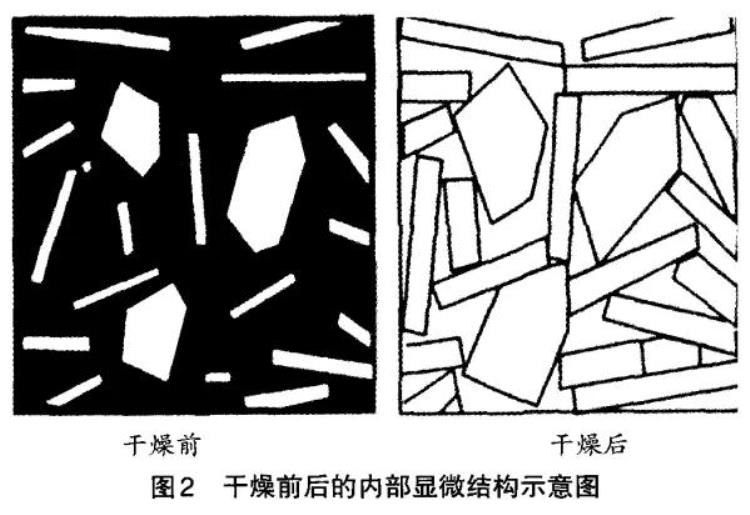
影响扩散速率的因素为坯体的温度、含水量和坯体的形状特征、坯体的颗粒级配。孔洞率大的砖坯比较容易干燥,砖坯暴露在空气中的面积越大越容易干燥。原料的颗粒级配也很重要,粗颗粒、瘠性料多的坯体,毛细管粗,内扩散阻力小而利于内扩散速度提高, 有利于提高干燥速度。
塑性高的原料,往往粒度愈细. 成型时所吸附的水愈多,含水率大,不容易干燥,而且收缩与变形也大。含水率较高原料干燥前后的内部显 微结构见图2。
 3 干燥原理在实践中的应用
3 干燥原理在实践中的应用
目前国内隧道窑生产工艺主要有两大类型:本土小断面隧道窑逐渐发展而来的多种形式的生产工艺; 国外引进大断面隧道窑生产线延伸出来的新窑型。坯体干燥工艺是小断面隧道窑的一个突出优势,是隧道窑高产的先决条件。这类生产线在干燥方面主要特点如下:
3.1
存坯线多
砖坯在室内静停时间越长,坯体含水率越低,大大减小了机械干燥压力。
某厂实际生产时,普通砖湿坯3.1 kg/块,成型水分15 %,干燥后残余水分3 %,以此数据计算:每万块砖在干燥阶段需排出水分总量为:
 如果砖坯在进入干燥铲前能够蒸发成型湿坯中 3 %的水分,干燥室内排水量就变成了:
如果砖坯在进入干燥铲前能够蒸发成型湿坯中 3 %的水分,干燥室内排水量就变成了:
 每万块普通砖减少蒸发959 kg水,相当于减少了 1/4 工作量,不仅提高了干燥效率,而且降低焙烧窑热耗。
每万块普通砖减少蒸发959 kg水,相当于减少了 1/4 工作量,不仅提高了干燥效率,而且降低焙烧窑热耗。
3.2
干燥室长
高产生产线普遍干燥室较长,有的甚至建成多条 干燥室配合一条隧道窑。适当延长干燥室长度便于干 燥曲线调节,特别是干燥敏感性较强的原料适合经过 一段低温预热阶段以防止干燥收缩。多条干燥室的设 计充分利用了低温大风量的干燥原理。
3.3
余热利用率高
内燃烧砖工艺中能从冷却带抽出的热量小于外燃 烧砖工艺,抽取预热段烟热补充干燥室,既提高了干燥室的送热温度又增加送风量,弥补干燥室热量不足的缺点,高产生产线大部分采用这种干燥工艺设计。
3.4
排潮能力强
高速运转的干燥线每小时排除水分量非常大,以3.6 m断面干燥室计算,每小时干燥室需排除水分2500 kg,单靠干燥室前端的排潮口无法满足要求。很多生产线在干燥室不同位置设置排潮口,及时将部分水汽排出室外,有效防止干燥气体饱和凝露,防止塌坯。
4 干燥室设计要点
很多4.6 m、6.9 m断面生产线在产量上不具有竞 争优势,产量与3.6 m等小断面窑炉相比,不能与断面同比例增加,很大一部分原因是干燥效率低下,砖坯进干燥室时含水率高,焙烧窑预热带只能当作干燥室用,降低了焙烧窑工作效率。在新生产线干燥工艺设计时要充分借鉴成熟经验,开发高效快速干燥新工艺。
4.1
适当增加静停时间
中大断面生产线投资较大,不可能无节制增加存坯线和窑车数量,但保证足够存坯线是必需的。我院新设计生产线存坯线一般要求存放24 h以上,同时要求保证存坯线的温度,防止砖坯回潮。
在有条件的生产线建立预干燥室也是一种尝试。邯郸马选砖厂所用煤矸石热值较高,我们在焙烧窑冷却段设计安装余热锅炉,在存坯线上建设预干燥室,预干燥室内安装特制暖气管道,利用余热锅炉产生的热水为预干燥室供暖, 极大地提高了砖坯干燥效率,提高生产线产量。
4.2
干燥室内通风设计合理
要保证窑车上所有砖坯都能干燥,就要确保干燥 室内气氛均匀,尤其是在干燥室中后部必须保证是正 压环境。为了确保一个断面内每一处的气体流速均匀,应控制砖坯与侧墙以及砖坯与窑顶间隙要小于坯垛间隙,我们设计干燥室顶间隙不大于5 cm,侧墙间隙配 合码坯方式,也依此数据为基数。设计码坯要求尽量增 大砖坯迎风面积,砖坯间距兼顾边密中稀,坯垛整齐。
4.3
分段送热与多段排潮
干燥室送热与排潮设计直接影响坯体质量。干燥 过程中,由于水分同时存在于干燥介质和坯体中,干燥介质中的水蒸气分压低于坯体表面的水蒸气分压,水分从坯体表面蒸发到干燥介质中。
但是,如果干燥中出现干燥介质中的水蒸气分压高于坯体表面的水蒸气分压的情况,就会出现水分从干燥介质中凝结到坯体 表面的过程,这就会引起返潮或塌坯。发生这种情况时,首先是干燥介质相对湿度很高,甚至已经饱和,其 次是坯体表面相对干燥且温度低。
在这样的情况下, 干燥介质在传热给坯体的过程中,同时将水蒸气凝结 到坯体表面,坯体吸湿潮解,强度下降,最严重的结果 就是塌坯。因为冬天坯体温度相对较低,所以,塌坯在 冬天容易发生,而很少在夏天发生。
在干燥介质逆向 流动的过程中,由于干燥介质温度大于坯体温度,热介质不断传热给坯体,在这个过程中,热介质温度不断降 低,坯体蒸发的水分进入干燥介质,使空气的相对湿度逐渐升高,如果此时空气流速较大,传热传质速度很快,空气就很容易达到饱和。
例如,某干燥阶段,干燥介质温度60℃,相对湿度80%,即使不再吸湿,只是传热降温,当温度下降到55℃时,干燥介质已经饱和,干燥介质在继续逆向流动的过程中,传热吸湿同时进行, 很可能在57℃-58℃时就已经饱和。因此,不恰当的使用提高干燥介质流速的方法提高干燥效率也有可能造成坯体坍塌。
在送风设计时要做到合理的提高干燥介质的温度和流速。提高干燥效率的基本途径是在干燥敏感系数允许的前提下,降低介质的相对湿度,提高其 温度、速度。干燥介质传给坯体的热量与干燥介质与坯体表面的温度差有关,提高介质温度就可以增加单位时间内介质传给坯体的能量,增加介质的流速,可提高对流传热系数,加快传热过程,从而提高传热速率。
但如果不合理地提高干燥介质的温度和流速,提高也可能造成干燥缺陷。在实际干燥过程中,如果温度差超过了坯体的承受能力,坯体极易开裂变形。由于对流传热系数与气体流速的0.8次方成正比,流速过 高,传热和传质过快,干燥介质达到饱和的速度过快,使得干燥过程不容易控制。同时,干燥速率过大,可能使坯体表面过早的板结,较早的进入降速干燥阶段,临界含水量提高,反而降低了干燥效果。
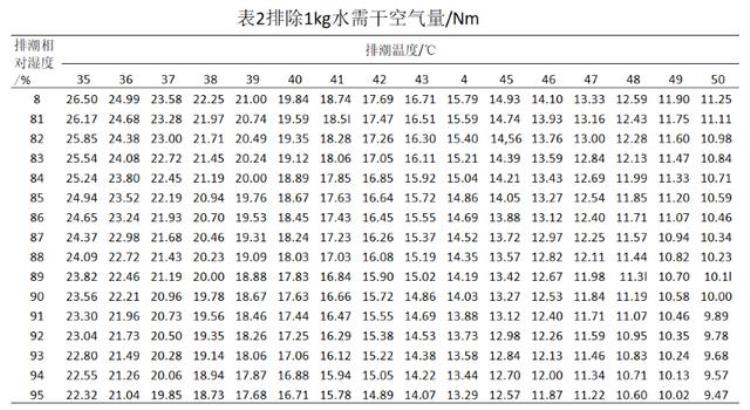
在设计中将饱和度较高的部分气体在干燥中间段 抽出,使部分湿度较高气体不再参与干燥。由于气体 减少.流速降低,传热速度降低,干燥速度被限制在一 个较低的范围内,减少了干燥介质饱和的几率。排潮 设计时要保证提供相对较高排潮温度,因为在排潮湿 度一定的前提下,温度越高,需要空气量越小不同温度 下排除1kg水需要的干空气量见表2。
 环美分院在多条6.9 m断面干燥室设计中釆用低压低温大风量分段送风工艺,干燥效果明显。采取多段排潮工艺时要注意脱硫系统设计,还要解决管道及风机防腐蚀问题。
环美分院在多条6.9 m断面干燥室设计中釆用低压低温大风量分段送风工艺,干燥效果明显。采取多段排潮工艺时要注意脱硫系统设计,还要解决管道及风机防腐蚀问题。
5 结论
每种原料对干燥工艺要求不同,高塑性原料应掺加含有热值的低塑性原料作为瘦化剂,降低塑性同时降低干燥敏感性,尽量采用硬塑挤出工艺降低成型含 水率。
干燥设计要在静停和机械干燥两个方面下功夫, 充分利用隧道窑内富余热量最大限度干燥砖坯,减少焙烧窑工作压力。实践证明,合理解决干燥问题后,中大断面隧道窑 产量可实现较大提高。
END
来源:文章摘自《砖瓦》杂志;
作者:龚晓国 王德永 汝莉莉

上一篇:万象城 恐龙,恐龙展济南
 15930012679
15930012679